Line Leveling - Achieve Balance
A lot has been written on “balance”, but our focus is on achieving zen in your manufacturing system more so than your life (though the ideas can apply there as well). The Toyota Production System, Lean Manufacturing, The Theory of Constraints, Six Sigma, and Henry Ford’s assembly line all teach us that the most successful manufacturing systems will be balanced. It drives efficiency, eliminates waste, and provides a mechanism for continuous monitoring, all of which are critical for you to maximize your profitability in Manufacturing.
As a simple example, consider a process with 3 steps and 6 minutes of work content. The first 2 processes take 1 minute each, and the 3rd process takes 4 minutes.
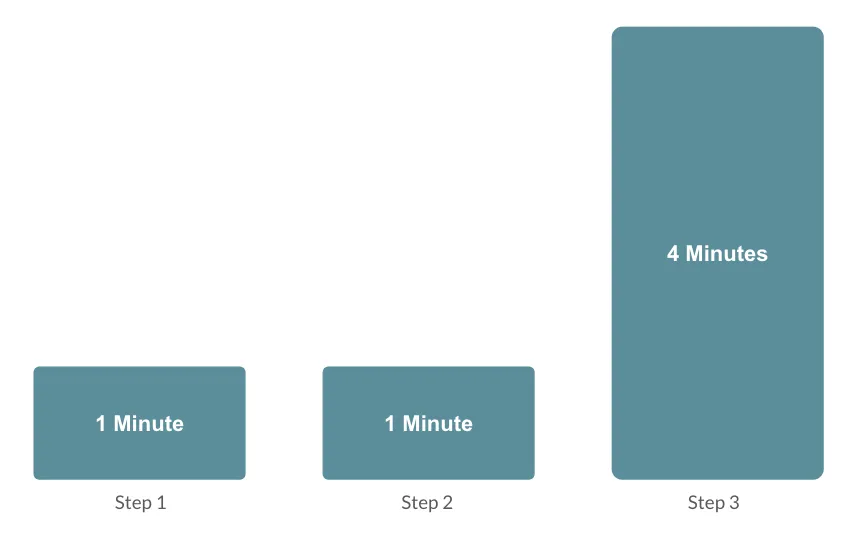
This is an example of an unbalanced line, and there are a few issues.
- The process can only run as fast as the slowest step - one product every 4 minutes.
- Operators in the first 2 steps will be generating a lot of waste, waiting for 3 minutes, or trying to get ahead by building up 4x the inventory that the 3rd step can use. This reduces inventory turns, hides defects, and requires excess processing with movement and storage of the extra inventory.
- The first reaction is often to get process 3 to go faster, but forcing a process to just “SPEED UP!” without a process change is a sure recipe for failure. It might have a temporary effect, but won’t consistently and only creates frustration.
As a sustainable fix, the work content has been adjusted between the steps, offloading content from process 3 onto the first 2 steps so that each has 2 minutes of work.
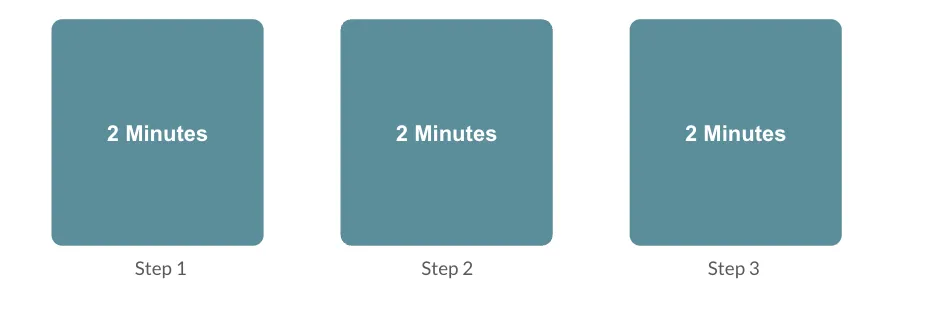
It’s still the same total of 6 minutes of work, but it’s now balanced line, and the impact is huge:
- The slowest process is now twice as fast - you can build a unit every 2 minutes instead of 4. Double the production without adding any additional people or operating time!
- The team in this manufacturing cell is operating at the same pace, preventing accumulation of inventory, and enabling flow to increase turns and make any issues that arise immediately obvious.
While this is an ideal example - few processes can be perfectly balanced, and it’s not always easy to just move work from one step to another - this is what you should be striving for, and Threaded can help identify opportunities in your system for improving balance and flow with the line leveling chart in the Insights window.
Related Topics
- Bottleneck analysis. In the terms of “The Goal”, your bottleneck is Herbie, and it’s your limiting factor to your cycle time. You should aim for a rate slightly faster than the bottleneck, and as you improve the bottleneck cycle time you should work to rebalance to a faster level
- Cycle Time. The rate at which a product is produced through your process
- NVA analysis. Finding Non-value added work so you can eliminate it.
Learn how Threaded’s AI Assistant can help you analyze line balance and identify optimization opportunities in our AI Assistant Guide.


